Pumping systems can be complex, with many moving parts and subsystems that need to be regularly inspected and constantly maintained. Failure to frequently inspect pumping systems can lead to premature failure, losses in efficiency and increased operating costs. Therefore, it is recommended that a monitoring, maintenance and schedule be adopted, and it should include, at a minimum, the following:
- When applicable, gland packings must be adjusted to maintain concentric alignment of the gland follower and maintain specified leakage so that the packing and follower do not overheat.
- Check for any leaks from gaskets and seals. The correct functioning of the shaft seal must be checked regularly.
- Check bearing lubricant level and verify if the hours run show a lubricant change is required.
- Check and verify that the duty condition is in the allowable operating region for the pump.
- Check vibration, noise level and surface temperature at the bearings to confirm satisfactory operation.
- Check that dirt and dust are removed from areas around close clearances, bearing housings and motors.
- Check coupling alignment and realign if necessary.
Note: Additionally, installed auxiliary systems should be included in the maintenance plan so they are monitored and maintained to ensure they function properly.
An inspection and maintenance log should be kept and problems that are identified should be reported immediately. A suggested guide for preventative maintenance for normal applications is given below. Unusual applications with abnormal heat, moisture, dust, etc., may require more frequent inspection and service.
A maintenance plan should include required spare parts to keep on hand. A list of recommended spare parts will depend on normal supplier lead time when ordering parts; whether pumping equipment is used for “normal duty” or “severe duty;” and whether or not there is backup pumping while a unit is down for maintenance. Below is a suggested list of spare parts for pumping units. Note that the items listed for severe duty are in addition to the items listed for normal duty.
For more information about how to maintain pumping systems, refer to HI standard, Rotodynamic Pumps for Installation, Operation, and Maintenance

A centrifugal pump is a type of rotodynamic pump that uses bladed impellers with essentially radial outlet to transfer rotational mechanical energy to the fluid primarily by increasing the fluid kinetic energy (angular momentum) and increasing potential energy (static pressure). Kinetic energy is then converted into usable pressure energy in the discharge collector.
Figure 1 provides a cross section view of a centrifugal pump, which shows the use of a rotating impeller to add energy to the pumped liquid. The liquid enters the impeller axially at a smaller diameter, called the impeller eye, and progresses radially between the vanes until it exits at the outside diameter. As the liquid leaves the impeller, it is collected in a pressure container casing. One design referred to as a volute collects the flow and efficiently directs it to a discharge nozzle.

Figure 2 highlights the discharge nozzle, which is shaped like a cone so that the high-velocity flow from the impeller is gradually reduced. This cone-shaped discharge nozzle is also called a diffuser. During the reduction in velocity in the diffuser, energy in the flow is converted to pressure energy. An optimum angle of seven to 10 degrees is used to most efficiently convert velocity energy to pressure energy.
Centrifugal pumps can have many drivers, but the most common is the electric motor. The motor provides the mechanical energy to pump shaft through a coupling. The radial and axial loads are carried by pump and/or motor bearings. Sealing of the pumped fluid can be done with compression packing or mechanical seals. Additionally, sealless designs are available with canned motors or magnetic drive couplings.
Vertical turbine pumps are a type of rotodynamic pump that use radial or modified radial flow impellers in a vertical configuration. Vertical turbine pumps are typically multistage pumps with several levels of impellers encased in a bowl assembly. Vertical turbine pumps can further be classified as deep well turbine pumps, barrel or can pumps, and short set pumps.
A deep well turbine is usually installed in a drilled well with the first stage impeller laying below the water level of the pump. These pumps are self-priming, typically a multistage assembly, and are primarily used to transport water. The multistage assembly of a deep well turbine pump can be seen in Figure 1 (below). Transporting water from deep wells to the surface is the primary application of these pumps. These pumps transport water to treatment plants, irrigation sprinklers, and to the faucets in our homes. Short set pumps operate very similarly to deep well pumps. Short set pumps will often operate in water pits and typically have a maximum length of 40 ft.
Barrel or can pumps are pumps that are mounted to enclosed containers such as barrels, cans, etc. These pumps operate as booster pumps and are used in situations where inadequate suction is present. These pumps have a similar assembly to the other vertical turbine pumps using a multistage bowl assembly. Additional Net Positive Suction Head (NPSH) is created by these pumps by extending their shaft further into the fluid increasing suction head.
Another unique application of vertical turbine pumps is that the pumps can be run in reverse and be used as hydraulic turbines to generate power. When used in this application the suction nozzle becomes the outlet of the turbine and the discharge nozzle becomes the inlet of the turbine. The efficiency of the pump as a turbine is also comparable to the efficiency of the pump.
Chopper pumps are centrifugal pumps with the capability to handle fluids with a high concentration of solids. Chopper pumps have a cutting attachment added made of hard materials of fixed and rotating elements that macerate solids before entry to the impeller that allows it to handle difficult materials. They cut solids so they pass through the pump more easily and flow out with the rest of the pumped fluid.
A chopper pump’s ability to handle solids gives them more flexibility in what they can pump; this characteristic makes them particularly useful in wastewater treatment plants. Wastewater treatment is split into primary treatment and secondary treatment. Primary treatment is the physical separation of float-able materials and insoluble solids from the wastewater. Secondary treatment is biological treatment of water using microorganisms to remove the remaining solids in the fluid. Both treatments contain solids in the pumped fluid and may require chopper pumps.
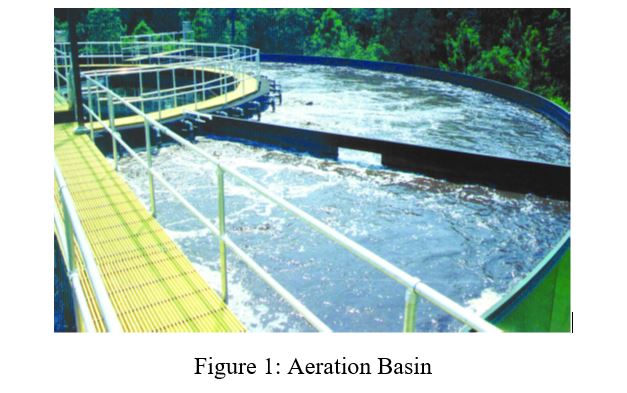
Specific steps in the process include pumping scum, mixing the contents of the aeration basin and the anoxic zone, and pumping sludge. Image 1 shows an example of an aeration basin at a treatment facility where chopper pumps mix oxygen with wastewater to encourage the growth of microorganisms to break down solids.
A typical centrifugal pump impeller is more easily clogged by solids, which can halt pumping and cause damage to the system. In particular, stringy materials found in wastewater during the treatment process is especially troublesome to normal centrifugal pumps as the material can tangle the impeller. However, the chopper pump is more effective in dealing with this issue.
Rotodynamic pumps are kinetic machines in which energy is continuously imparted to the pumped fluid by means of a rotating impeller, propeller or rotor. These pumps transfer mechanical energy to the fluid primarily by increasing the fluid kinetic energy. Kinetic energy is then converted into potential energy (pressure) in the discharge collector. The most common types of rotodynamic pumps are radial (centrifugal), mixed flow and axial flow (propeller) pumps, including pumps historically referred to as vertical turbine pumps. Radial, mixed and axial flow impellers are shown in Image 1.
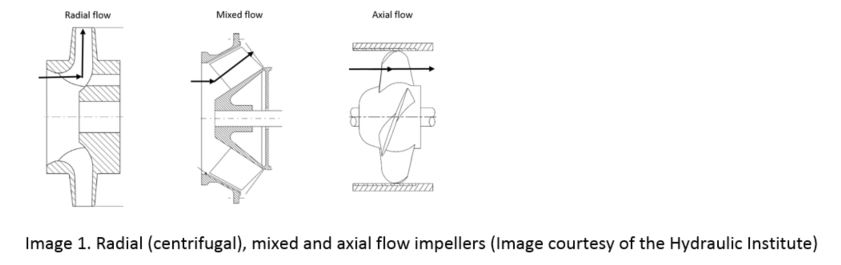
As seen from the definition of a rotodynamic pump and Image 1, it is a term used to describe a larger group of pumps that includes centrifugal (radial flow) pumps, but also includes pumps of mixed and axial flow pumps and some other unique constructions. Centrifugal pumps are the most common type and the term is synonymous with radial flow impellers where the flow enters the impeller in line with the pump shaft but discharges the impeller perpendicular to the pump shaft.
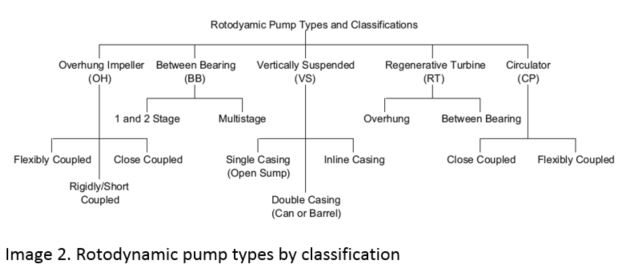
Rotodynamic pump types are also commonly described by their general mechanical configuration as described in Image 2.
So, to answer the question directly, a centrifugal pump is a type rotodynamic pump, and not all rotodynamic pumps are centrifugal pumps.
Rotodynamic pumps are used in most all municipal, process, power, oil and gas markets and many more. The markets and applications are too many to list, but a few are provided for perspective.
Water, Wastewater and Irrigation
Modern living depends heavily on water supply, wastewater removal, and irrigation, which all require pumps which are among the oldest machines ever used. These needs constitute a large market for pumps and are the heart of civilization.
The water that we take from the faucet gets to us by the action of pumps, which move the water through pipelines from the reservoir to our homes. Water may also come from deep wells which require vertical deep-well pumps to bring it to the surface.
Water from the sink and tub is collected and treated before disposal. Pumps are needed to move the water to the treatment plant, as shown here, and during the treatment process.
Water is also vital to the irrigation of farm products, shrubs and lawns. Pumps supply the water and pressure needed for sprinkler systems as shown or trenches to carry the water to rows of farm products.
Oil & Gas, and Process Industry
Manufacturers of liquid products that we use every day are a second major market for pumps. Making chemical products, for example, requires pumps for processing. Petroleum products, including gasoline, are derived from crude oil which must be processed at high temperatures and pressures with the aid of pumps. Operating temperature for such pumps can be over 800°F.
Electric Power Industry
Electricity which we use to light our homes and drive electric motors is produced in large electric power generating plants. Electricity is generated by large turbines using steam from high pressure boilers. Many pumps are needed in this process and make up a third large market for pumps. These powerful high pressure pumps are used to feed water at high pressure to steam boilers (Image 1).

Other pumps in power plants are necessary to remove the condensed steam from the bottom of massive steam condensers and send it to heaters which increase the water temperature. Heater drain pumps then move the water to the boiler feed pump.
Cold water is needed to cool the spent steam and turn it back to water. These pumps circulate water from the cooling tower through the condenser and back to the cooling tower where it is cooled as it splashes down through the tower.
Exhaust gas from the furnace in electric generating stations is scrubbed by water from pumps in order to remove solid particles.
Mining and Metals Industry
Mining and the refining of metals is a fourth major market of pumps. To facilitate deep pit mining, pumps are needed to remove ground water.
After steel is produced in large ingots, it is heated and rolled into many different shapes.
High pressure water from pumps removes scale, which appears on the outside surface of the steel sheets and rods.
Other Industries
Commercial construction of buildings is a fifth key market for pumps. Buildings require pumps for applications such as fire protection. These fire pumps are engine driven in case of an electrical power failure (Image 2).
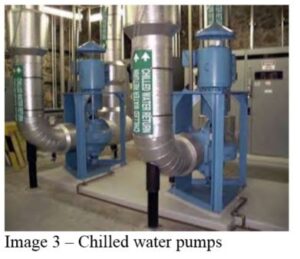
Heating and air conditioning in buildings requires pumps to circulate hot water for heating or chilled water for air conditioning (Image 3).
There are many addition pump markets and applications that are too many to list, but one can get the idea of how common pumps are in our daily life, even though we may not be thinking about them on a regular basis.
Multistage pumps use multiple impellers plus diffusing element stages for developing higher head through the series addition of head from one stage to the next. Types of multistage pumps include the between bearing types, which consist of the axially split BB3 and the radially split BB4 and BB5. These pumps are typically used in applications for boiler feed, reverse osmosis, and other high pressure and temperature applications. Overhung impeller multistage pumps such as the OH7j, the OH1j and the OH13j are useful in low-flow, high-pressure applications and control hydraulic radial load through the use of diffusers.
For multistage pumps, a low NPSH required (NPSHr) first stage can be added to supply the second stage. This is especially applicable when the second stage has a higher NPSHr than the first stage. Vertical and horizontal multistage pumps behave similarly to multiple single-stage pumps operating in series. This should be considered when designing a pumping system that has higher head requirements.
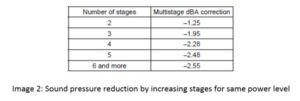
Multistage pumps may also be useful for noise reduction. For pumps of the same power, an increase in the number of stages lowers noise levels compared to a single stage. Estimates for sound pressure reductions for increased stages at the same power level can be referenced in Image 2.
In rotodynamic pumps, badly worn wear components can result in severe degradation of pump head and rate of flow, especially on small pumps. Therefore, it is important to monitor the condition of the equipment and be prepared to make repairs. When making repairs, examination of wear patterns can provide valuable information that can help diagnose pump problems and determine their origin. The list of recommended spare parts will depend on factors such as normal supplier lead time when ordering parts, whether pumping equipment is for use as normal duty or severe duty, and whether or not there is backup pumping while a unit is down for maintenance and component parts replacement.
An example of spare parts for service handling abrasive liquids that may experience interrupted service is recommended as follows:
- shaft sleeves,
- bearings,
- wearing rings,
- packing or mechanical seals,
- gaskets and O-rings,
- coupling connectors and
- an impeller.
Recommended spare parts lists for other applications can be referenced in the standard ANSI/HI 14.4 Rotodynamic Pumps for Installation, Operation, and Maintenance Manuals. Items used in the maintenance of pumping equipment include replacement packing, lubricant, cleaning materials, touch-up coating, anodic protection, coolant, and mechanical seal barrier fluid.
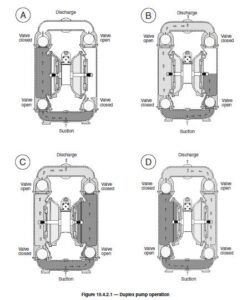
For a duplex air-operated pump, compressed air is directed into the pump air chamber via the air distribution system. The compressed air is separated from the liquid by a diaphragm. The diaphragm, in turn, applies pressure on the liquid and forces it out of the pump discharge. While this is occurring, the opposite-side air chamber is depressurized and exhausted to atmosphere and liquid is drawn into the pump suction. The cycle repeats, thus creating a constant reciprocating action, which maintains flow through the pump. (See Figure 10.4.2.1).
A simplex pump operates in much the same manner except that no liquid is discharged during the recharge stroke of the diaphragm or bellows. A spring return is typically used to return the diaphragm and provide energy for the suction stroke. Intake and discharge valves direct flow into and out of the pumping chamber. It should also be noted that simplex pumps require a controller to cycle the compressed air/gas into the air chamber of the pump and to exhaust the air out. The controller can be mechanical or electrical, such as a repeat cycle timer and solenoid valve. The speed of the pump is set by the controller, and the maximum speed is determined by the manufacturer.
To determine the maximum pumping speed on a duplex pump, increase the air supply while the pump rate of flow increases. When the rate of flow no longer increases, throttle back the air supply until the pump rate of flow starts to decrease. This point is the optimum pump cycle rate achievable under these system conditions.
This depends on the size and weight of the pump that is to be installed. Small pumps can be located on the floor or supporting surface, provided that the supporting installation area is sufficiently strong to support at least 150% of the total unit weight, including the driver. For example, if a 150 lb pump was to be installed in the floor, this floor should be able to withstand a load of 225lb, or about the size of an average 6 foot man. Keep in mind that the pump will have its weight distributed more evenly than a person.
Large and medium-size pump foundations should be reinforced concrete, resting on firm soil or piling, and about 300 mm (12 in) above the surrounding floor level. It should be entirely independent of walls or footings, building supports, or floor structures. Proper concrete mixture, correct reinforcements, sufficient mass, and satisfactory footing are essential to give rigid, permanent support to prevent vibration. In many cases the pump is equipment with vibration mounts as to limit the energy transfer to the foundation and isolate it within an integrated damping system.
The bearing pressures allowed on soil vary widely depending on the underlying nature of the soil, local building laws, etc. These data, available in engineering handbooks and manuals, should be carefully investigated.
The insertion of a discharge relief valve of suitable size for the rate of flow of the pump, set to open at a pressure above the operating discharge pressure required of the pump, is mandatory because of the safety it affords. The relief valve should be placed in the discharge line close to the pump and ahead of any other valves.
Full-opening, pilot-operated, or shear pin relief valves, or burst-discs, which require little or no overpressure to develop fully-open flow capacity, are often preferable to spring-loaded relief valves. Spring types may require considerable overpressure to compress the spring before becoming fully open, creating pump overload.
Pressure relief valves have a “set” pressure, which may be described as the pressure at which the relief valve cracks and begins to open, allowing some flow to pass through. As additional pressure is applied above this set or “crack” pressure, the spring-loaded relief valve will gradually increase its port area until the valve is fully open.
When fully open, the relief valve must have sufficient area so it will relieve the full rate of flow of the pump without excessive overpressure. Available spring-loaded relief valves differ among manufacturers in the extent of overpressure needed to open from the barely cracked to the fully open, fully relieved position. This range is usually 10% to 25% above the set pressure, depending on spring design. By choosing a larger valve, this increase may be reduced.
Positive displacement pumps provide a certain volume of liquid with every revolution of the shaft that is relatively independent of the differential pressure, which makes them different from rotodynamic or centrifugal pumps. In wastewater handling/treatment there are numerous applications for positive displacement pumps with solids handling or metering capabilities. As a result, water/wastewater treatment is the second largest positive displacement pump market. There are many kinds of positive displacement pumps used in the wastewater industry, but images for four common positive displacement pumps used in the industry are provided, which include: peristaltic pumps, lobe pumps, circumferential piston pumps, progressing cavity pumps.
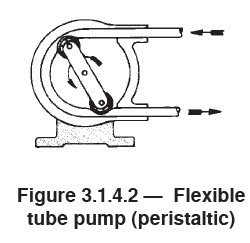
Peristaltic pumps are the most common type of flexible member positive displacement pumps. One reason why peristaltic pumps are commonly used in the wastewater industry is that there is no need to worry about corrosion or contamination of parts because the pumping fluid is contained within the tubing. In addition, the simple design of peristaltic pumps makes them low cost and easy to service. These pumps can also pump high viscosity fluids with a high percentage of solids very well.
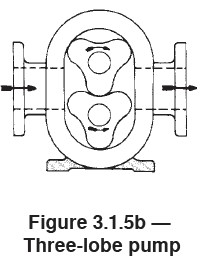
Lobe pumps use lobes on the rotating elements within the pump casing to direct the pumped fluid. Since the lobes do not contact each other, lobe pumps can move large solids and slurry-laden media, making them useful in the wastewater industry. Two-lobed pumps tend to handle larger solids and high-viscosity fluids better than three-lobed pumps at the expense of increased pulsation. Another useful feature of lobe pumps is that rotor surfaces within the pump cooperate to provide continuous sealing.
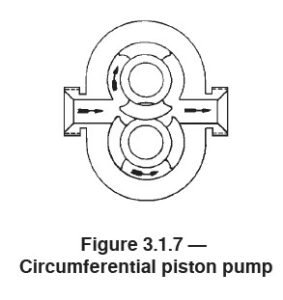
Circumferential piston pumps are well suited for a wide range of applications due to their relatively low speeds, low inlet pressure requirements and large cavities. In this kind of pump, each rotor has one or more wing lobe elements, called pistons. The fluid is carried from inlet to outlet in spaces between piston surfaces. What makes circumferential piston pumps suitable for the wastewater industry is that they are able to handle high viscosity fluids and have low shear at low speeds.
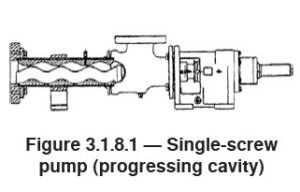
Progressing cavity pumps unique design makes them very versatile and useful for handling difficult to pump fluids, such as highly viscous or abrasive fluids. Progressing cavity pumps are commonly used to pump raw sewage and sludges. In addition, progressing cavity pumps can pump shear sensitive fluids and fluids with large particles.
Not pictured but also commonly used for disinfectant are controlled-volume metering pumps. These deliver flow streams at adjustable, yet controlled, rates with a high degree of accuracy. These pumps are most commonly used for the injection of chemical additives, proportional blending of multiple components, or metered transfer of liquid additives to a variety of processes at measured rates. Metering pumps are found in virtually every facet of water and wastewater treatment (both municipal and industrial).
Both positive displacement and rotodynamic pumps are used for food and beverage processing. A few positive displacement pumps that are used are:
Controlled volume metering pumps, or simply metering pumps, pump fluid through reciprocating action. They are often used to pump a fixed amount of a mixture in situations where precision is crucial. These metering pump shave a stroke length adjustment so that the volume delivered can be precisely metered, which is important in many blending or mixing operations. In food processing, this may include the addition of dyes or other ingredients into the product.
Flexible vane pumps are a type of rotary positive displacement pumps that have a broad range of uses, including food and beverage processing and chemical processing. The pump uses an elastomer rotating member with enlarged vane tips that form a pumping chamber in conjunction with a casing when the rotor is placed with the shaft centered in the substantially circular casing that incorporates an eccentric section. Discharge forcing action is accomplished as the vane bends in the eccentric section, effectively squeezing liquid from the discharge chamber.
Peristaltic pumps use a flexible tube compressed between one or more moving rollers or shoes and a fixed track. The roller or shoe compresses the tubing and pushes the fluid in front of the roller or shoe towards the discharge end of the tubing. For the food and beverage industry, a primary benefit is that the fluid contacts only the tubing. This is a benefit for food and beverage applications, as reactivity with the pump piping does not need to be addressed.
There are two main concerns regarding the torque required to start a PD pump. First, PD pumps have a constant torque load because they deliver an almost constant volume of fluid with each shaft revolution that is relatively independent of pressure. Therefore, the driver often needs to produce full torque immediately upon starting. Second, the design of the PD pump and the material that is being pumped may require a starting torque that is significantly larger than the running torque of the system.
The National Electrical Manufacturers Association (NEMA) has assigned a simple letter designation to four of the most common three-phase AC induction motors. These vary in starting torque and speed regulation. They are all squirrel-cage construction, and are available in many sizes. Image 1 shows the motor torque as a function of percent speed for each NEMA design designation.
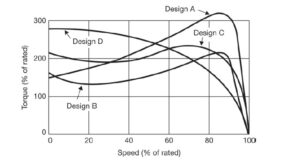
Image 1 – NEMA motor design torque with respect to speed
NEMA Design A
Design A has normal starting torque (typically 150–170% of rated) and relatively high starting current. Breakdown torque is the highest of all NEMA types. It can handle heavy overloads for a short duration. Slip is ≤ 5%. A typical application is powering of injection-molding machines.
NEMA Design B
Design B is currently the most common type of AC induction motor sold. It has normal starting torque, similar to Design A, but offers low starting current. Locked rotor torque is good enough to start many loads encountered in industrial applications. Slip is ≤ 5%. Typical applications include pumps, fans, and machine tools.
NEMA Design C
Design C has high starting torque (greater than the previous two designs, e.g., 200%), useful for driving heavy breakaway loads. These motors are intended for operation near full speed without great overloads. Starting current is low. Slip is ≤ 5%.
NEMA Design D
Design D has high starting torque (highest of all the NEMA motor types). Starting current and full-load speed are low. High slip values (5-13%) make this motor suitable for applications with changing loads and attendant sharp changes in motor speed, such as in machinery with flywheel energy storage. Speed regulation is poor, making Design D suitable for punch presses, cranes, elevators, and oil well pumps. Several design subclasses cover the rather wide slip range. This motor type is usually considered a special-order item.
Pump input power may be determined by transmission dynamometers, torsion dynamometers, strain gauge type torque-measuring devices, calibrated motors or other sufficiently accurate measuring devices.
When applicable, readings of power shall be taken at the same time that rate of flow is measured.
Methods of measurement of power input to the pump fall into two general categories:
Those which determine the actual power or torque delivered to the pump and are made during the test by some form of dynamometer or torque meter;
Those which determine the power input to the driving element, taking into account the driver efficiency when operating under specific conditions.
When pump input power is determined by transmission dynamometers, the unloaded dynamometer shall be statically checked prior to the test by measuring the load reading deflection for a given torque; and by taking the tare reading on the dynamometer scale at rated speed with the pump disconnected. After the test, the dynamometer should be rechecked to assure that no change has taken place. In the event of a change of ± 0.5% of the power at the best efficiency point (BEP), the test should be rerun. An accurate measurement of speed within ± 0.3% is essential.
The use of calibrated dynamometers or motors is an acceptable method for measurement of input power to the pump.
Calibration of the torsion dynamometer should be conducted with the torsion-indicating means in place. The indicator should be observed with a series of increasing loadings and then with a series of decreasing loadings. During the taking of readings with increasing loadings, the loading is at no time to be decreased; similarly, during the decreasing loadings, the loading should be based on the average of the increasing and decreasing loadings as determined by the calibration.
If the difference in readings between increasing and decreasing loadings exceeds 1%, the torsion dynamometer shall be deemed unsatisfactory.
Dynamometers shall not be employed for testing pumps with a maximum torque below one-quarter of the rated dynamometer torque.
When strain gauge type torque measuring devices are used to measure pump input horsepower, they shall be calibrated, with their accompanying instrumentation, at regular intervals (see Figure 6.72). After the test, the readout instrumentation balance shall be rechecked to assure that no appreciable change has taken place. In the event of a change of ± 0.5% of the power at BEP, the test shall be rerun.
Calibrated electric motors are satisfactory to determine the power input to the pump shaft. The electrical input to the motor is observed, and the observations are multiplied by the motor efficiency to determine the power input to the pump shaft.
Calibrated laboratory type electric meters and transformers shall be used to measure power input to all motors.
Screw pumps are used in oil field, pipeline, refinery, marine, power generation, chemical, hydraulic systems, and general industrial applications for transfer, lubrication, injection, and hydraulics handling a wide range of fluids, such as fuel oils, lube oils and greases, asphalts, noncorrosive viscous chemicals, and high-pressure coolants.
The untimed rotary screw pump is an axial-flow, multirotor, positive displacement design used in a wide range of applications in pumping clean to mildly abrasive viscous liquids. It is often a more efficient alternative than centrifugal pumps. The design may use two, three, four, or five screws. The most common configuration is the three-screw pump, which consists of a power rotor (drive screw) and two symmetrically opposed idler rotors (driven screws) that mesh within a close-fitting housing forming a succession of cavities to continuously convey fluid to the pump discharge.
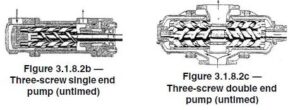
Untimed screw pumps are available with a double-ended flow path as illustrated in Figure 3.1.8.2c or with a single-ended flow path as shown in Figure 3.1.8.2b. Timing is accomplished through rotor geometry. In a properly applied three-screw pump, there is no rotor contact because screws are supported radially in their bores and are hydraulically balanced or free to float on a hydrodynamic film created by the pumped liquid. In other untimed screw pump configurations, the screws may be supported in product-lubricated bushings.
Units are commercially available in product families with flows to 1200 m3/h (5300 gpm) and discharge pressures to 310 bar (4500 psi). Applications cover a wide viscosity range from 2 to 220,000 cSt (33 to 1,000,000 SSU) and temperatures from below zero to 274°C (500°F). Because of the axial movement of the fluid and the compact diameter of the rotors, untimed screw pumps typically operate at motor speeds (two-, four-, and six-pole). Screw pumps operate with a minimum of noise, vibration, and fluid pulsation. Other characteristics important in many applications are their good suction capability and low shear rate. Untimed screw pumps are frequently found in installations where extended uninterrupted service life is required.
Some air-operated pumps are designed to be submerged. Before submerging a pump, check the chemical compatibility of the material of the wetted and nonwetted parts of the pump with the liquid in which the pump is to be submerged. Check the manufacturer’s operation manual for a particular pump before trying to use it in a submergible application.
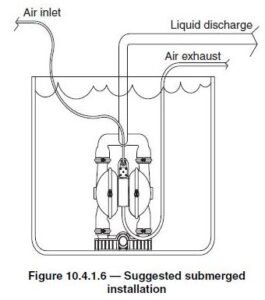
When submerging a pump, a hose should be attached to the pump air exhaust with the exhaust piped above the liquid level to prevent the liquid from entering the pump.
The following precautions should be taken in forming orifices for pressure-measuring instruments and for making connections:
a) The opening in the pipe shall be perpendicular to the wall of the liquid passage.
b) The wall of the liquid passage shall be smooth and of unvarying cross section for a distance of at least the larger of two pipe diameters or 12 in (300 mm) preceding the orifice. All tubercles and roughness shall be removed with a file or emery cloth.
c) The opening shall be of a diameter d from 0.125 to 0.25 in (3 to 6 mm) and a length equal to twice the diameter.
d) The edges of the opening shall be provided with a suitable radius tangential to the wall of the liquid passage and shall be free from burrs or irregularities. Figures 3.6.9a and 3.6.9b show two suggested arrangements of taps or orifices in conformance with the above.
e) Manometers, when used on very viscous products with wet lines interfacing directly or indirectly to the manometer, require larger inlet taps into the pipeline to avoid excessive lag time for fluid to stabilize in the measuring system.
Where more than one tap or orifice is required at a given measuring section, separate connections, properly valved, shall be made. As an alternative, separate instruments shall be provided.
Multiple orifices can be connected to an instrument, except on those metering devices such as venturi meters, etc., where proper calibrations have been made on an instrument of this form. All connections or leads from the orifice tap shall be tight. These leads shall be as short and direct as possible. For the dry-tube type of leads, suitable drain pots shall be provided, and a loop shall be formed of sufficient height to keep the pumped liquid from entering the leads. For the wet-tube type of leads, vent cocks for flushing shall be provided at any high point or loop crest to ensure that there are no leaks.
A mechanically coupled disc diaphragm liquid end (see Figure 7.1.2.3) contains a flexible, round diaphragm, clamped at the periphery, which is in direct contact with the process liquid being displaced. This type of design is inherently leak free.
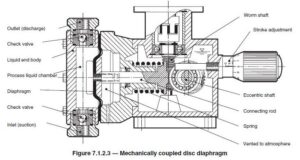
The diaphragm material is typically a fluoropolymer, elastomer, or fluoropolymer-elastomer composite. A connecting rod is connected directly to the diaphragm. The diaphragm is not pressure balanced as the process pressure is acting on one side of the diaphragm and atmospheric pressure is acting on the other side. This results in higher stress levels in the diaphragm and therefore these pumps are typically used for lower pressure applications. In operation, the process liquid is admitted through the suction check valve as the diaphragm/connecting rod assembly moves away from the wet end. As the diaphragm/connecting rod assembly moves towards the wet end, the suction check valve closes and the discharge check valve opens discharging liquid. A hydraulic coupled disc diaphragm liquid end (Figure 7.1.2.4a) contains a flexible, single or double configuration diaphragm, clamped at the periphery, and is in direct contact with the process liquid being displaced. This type of liquid end design is inherently leak free. The diaphragm material is typically a fluoropolymer, elastomer, or fluoropolymer-elastomer composite. Liquid end designs featuring flexible metallic diaphragms are available and used in applications where severe operating conditions prohibit the use of fluoropolymer or other elastomers.
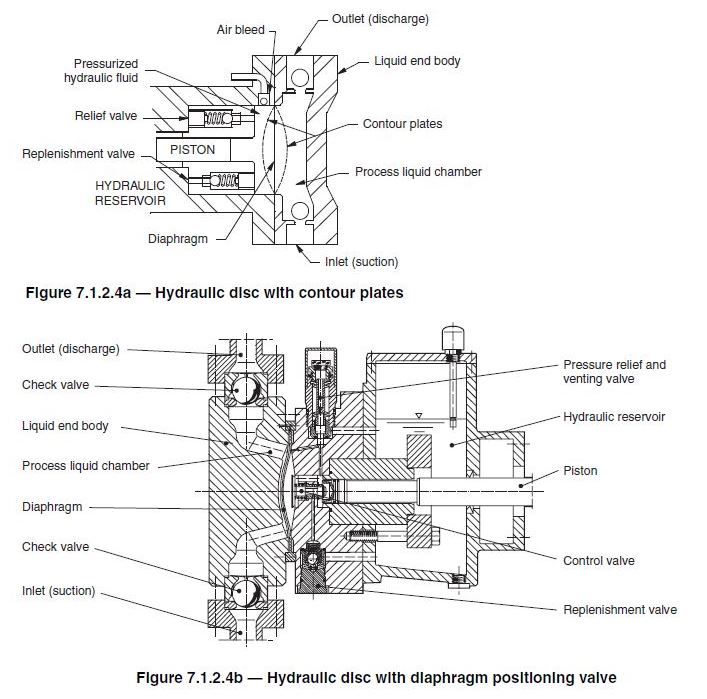
In operation, the diaphragm is moved by a hydraulic fluid, which is displaced by a reciprocating plunger or piston. The stresses in the diaphragm are minimal, as the process pressure acting on one side of the diaphragm is balanced by the hydraulic pressure acting on the opposite side. The process liquid is admitted through the suction check valves as the diaphragm moves rearward. As the diaphragm moves towards the wet end, the suction check valve closes, and the discharge check valve opens discharging liquid. Liquid end designs of this type may include provisions such as contour plates, springs, or diaphragm positioning hydraulic control valves (Figure 7.1.2.4b) to ensure the diaphragm does not move beyond its elastic limits. For additional information regarding various controlled-volume metering pumps, see ANSI/HI 7.1-7.5 Controlled-Volume Metering Pumps for Nomenclature, Definitions, Application, and Operation.
The pumping action is developed by a reciprocating piston. This reciprocating motion develops a flow profile represented by a sine wave. Actual rate of flow is determined by the following formula:
Rate of flow – Displacement x Cycles per unit of time x Volumetric efficiency
Figure 7.3.1a illustrates how the rate of flow from a reciprocating, controlled-volume metering pump is minimally affected by changes in discharge pressure.
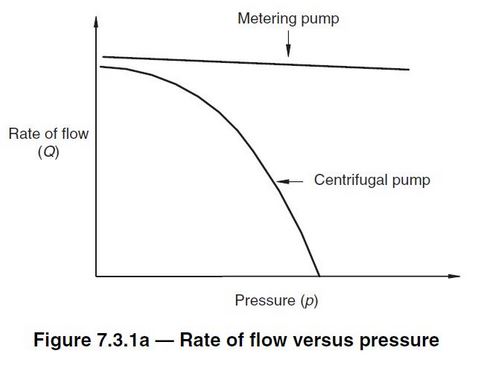
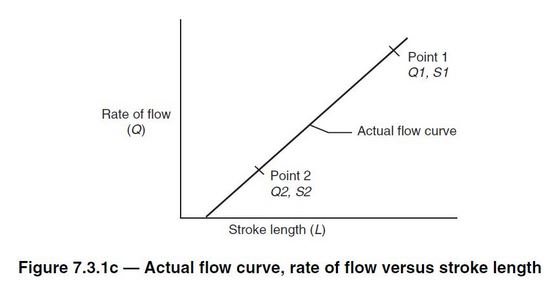
Figure 7.3.1c shows rate of flow versus stroke-length setting for a controlled-volume metering pump at a given pressure and stroking speed. The curve is linear. The curve is not necessarily proportional in that 50% stroke setting may not equal 50% flow. This is because the curve may not pass through zero on both axes simultaneously. By measuring flow at two rate-of-flow settings, plotting both points, and drawing a straight line through them, other rates of flow versus stroke length settings can be accurately predicted.
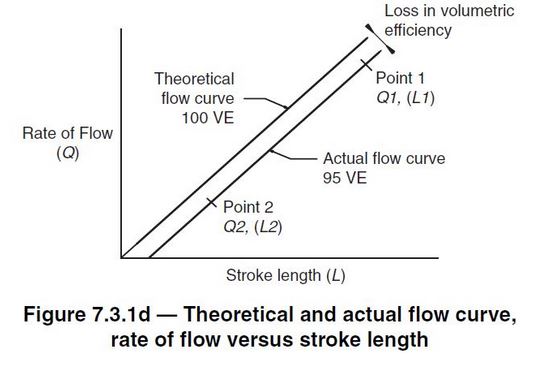
The relationship between theoretical and actual rate of flow of a controlled-volume metering pump is illustrated in Figure 7.3.1d. The difference between the theoretical and actual curves represents the volumetric efficiency (VE), the ratio of the actual pump delivery per stroke to theoretical displacement, expressed as a percent.For more information on controlled-volume metering pumps, see ANSI/HI 7.1-7.5 Controlled-Volume Metering Pumps for Nomenclature, Definitions, Application, and Operation.
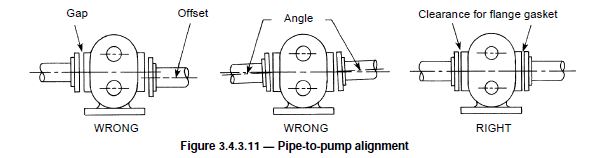
Because rotary pumps are designed with close running clearances, clean piping is a must. Dirt, grit, weld bead or scale, later flushed from an unclean piping system, will damage and may seize the pump. Figure 3.4.3.11 illustrates pipe-to-pump alignment considerations.
Piping should be installed on supports independent of the pump. Supports must be capable of carrying the mass of the pipe, insulation and the pumped fluid. Supports may be hangers, which carry the mass from above, or stands, which carry the mass from below.
Clamps or brackets may be used to secure piping to existing columns. Supports must allow for free movement of the piping caused by thermal expansion or contraction. Supports should be installed at intervals that uniformly and amply support the piping load, precluding contact with adjacent piping and equipment. Pipe strains or stresses transmitted to the pump by improper piping support systems may cause distortion, wear or binding of the rotary members as well as excessive power requirements.
Piping systems that contain expansion joints must be designed so the expansion joint is not exposed to more motion than accounted for in its design. Expansion joints or flexible connectors should not be used to compensate for misaligned piping.
Threaded joints should be coated with compounds compatible with, but not soluble in, the pumped liquid. End users working with Teflon-taped joints should be careful to prevent shredded pieces of Teflon from entering the piping system. Piping should start at the pump and work toward the source of supply and the point of discharge. Shutoff valves and unions (for pumps with tapped ports) are recommended to facilitate future inspection and repair. Reducers are preferred to bushings when a change in pipe size is necessary. Avoid unnecessary restrictions in the pipeline, such as elbows, sharp bends, globe or angle valves, and restricted-type plug valves.
Users should predetermine pipe size by taking into account the required flow rate; minimum or maximum velocities; the fluid viscosity at the lowest pumping temperature; the length of the piping system, including valves, strainers and other restrictions; and the elevation of the pump with reference to supply and discharge points.
The following methods can be used to measure flow rate for a controlled-volume metering pump:
1. Rate-of-flow measurement by weight: Measurement of rate of flow by weight depends on the accuracy of the scales used and the accuracy of the measurement of time. A certification of scale calibration should be part of the test record, or, in the absence of certification, the scales should be calibrated with standard weights before or after the test. Time intervals for the collection period must be measured to an accuracy of one-quarter of 1 percent.
2. Rate-of-flow measurement by volume: This method involves measuring the change in the volume of a tank or reservoir during a measured period of time. The tank or reservoir can be positioned on the inlet or discharge side of the pump as long as all flow into or out of the tank or reservoir pass through the pump. When establishing reservoir volume by linear measurements, users should consider the geometric regularity (flatness, parallelism, roundness, etc.) of the reservoir surfaces as well as dimensional changes resulting from thermal expansion or contraction, or distortion resulting from hydrostatic pressure of the liquid. Liquid levels should be measured using hook gauges, floats, and vertical or inclined gauge glasses. In some locations and under some circumstances, evaporation and loss of liquid by spray may be significant, having a greater effect than thermal expansion or contraction. Users should either allow for such loss or prevent the loss altogether.
3. Rate-of-flow measurement by direct reading meters: For this method, the only suitable meters are direct read devices such as paddle meters, magnetic flow meters and other accepted process measurement instruments.
Table 1 shows acceptable fluctuations of test readings and instrument accuracy.
Uniform procedures for the setup and testing of controlled-volume metering pumps and for recording the test result data are available in ANSI/HI 7.6 Controlled-Volume Metering Pumps for Test.
The test procedures cover the following:
- functional testing of production units
- mechanical integrity test at rated speed and specified pressure
- rate of flow and mechanical integrity at rated speed and specified pressure
- verification of performance to the manufacturer’s specifications
Optional testing for consideration (based on specific application or criticality of service) includes:
- steady-state accuracy
- linearity
- repeatability
- net positive suction head or net positive inlet pressure
The items the pump test may use include, but are not limited to, the following:
- Factory or purchaser furnished driver
- Drive motor of proper voltage or appropriate design to operate metering pump
- Safety relief valve to protect the pump from overpressure
- Closed tank or open sump, properly sized for the pump being tested
- A discharge pressure gauge suitable for measuring not more than two times the complete range of pressures being tested, located as close as possible downstream of or near the pulsation dampener
- If required, dampening devices, such as pulsation dampeners, needle valves or capillary tubes may be used to dampen out the pressure pulsations at the discharge pressure gauge.
- For variable speed applications, a means for measuring input speed to the pump should be provided and should be suitable for measuring the complete range of speed over the turndown range.
- A means for measuring pump rate of flow in liters/hour (gallons/hour), or other agreed-upon units
Test setups that do not conform with respect to intake structure, piping and measuring equipment may not duplicate test facility results.
The impact of the fluid type on a rotary pumps is generally viscous related. The viscosity of a fluid is the tendency of the fluid to resist an internal shearing force. The viscosity of the fluid being pumped affects the net positive inlet pressure required (NPIPR) and will impact the pump flow slip.
A fluid is Newtonian when the ratio of shear stress to shear rate is a constant for all shear rates, is independent of time, and zero shear rate exists only at zero shear stress (see Figure 1). Most mineral oils at temperatures above the cloud point (the temperature at which the oil begins to appear cloudy), solvents and water approximate this condition and are considered Newtonian fluids. The viscosity of these fluids is independent of rate of shear.
A non-Newtonian fluid will change viscosity with changes in the rate of shear applied to the fluid and/or the length of time at shear.
Several types of non-Newtonian fluids are defined in Figures 2 through 6.
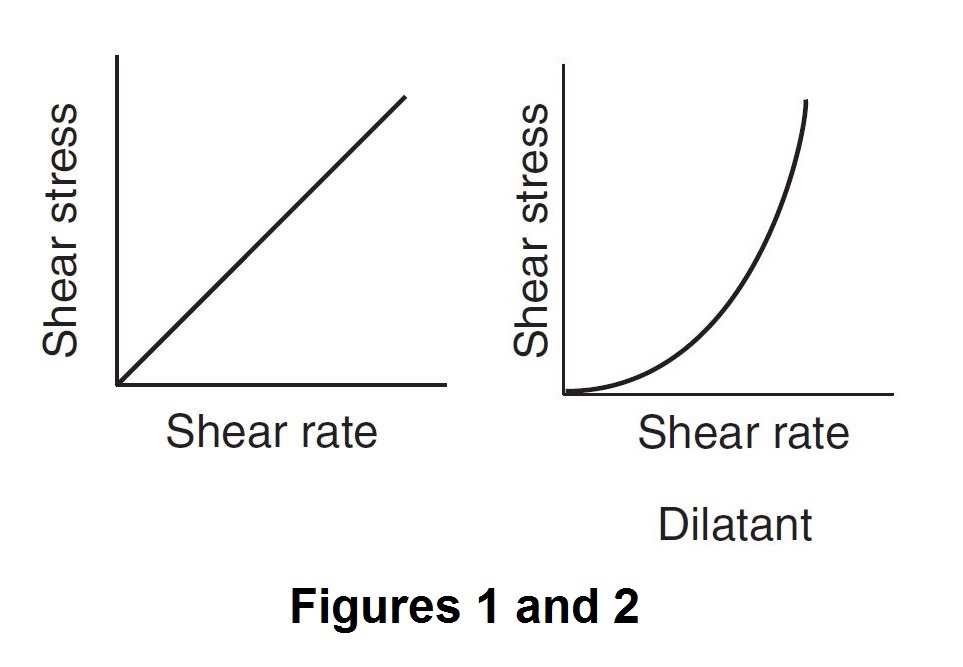
 When the ratio of shear stress to shear rate increases as shear rate increases, reversibly and independent of time, a fluid is said to be dilatant (see Figure 2). Highly concentrated pigment-vehicle suspensions—such as paints, printing inks and some starches—are dilatant fluids. The apparent viscosity of these fluids increases as the rate of shear increases. Some dilatant fluids solidify at high rates of shear.
When the ratio of shear stress to shear rate increases as shear rate increases, reversibly and independent of time, a fluid is said to be dilatant (see Figure 2). Highly concentrated pigment-vehicle suspensions—such as paints, printing inks and some starches—are dilatant fluids. The apparent viscosity of these fluids increases as the rate of shear increases. Some dilatant fluids solidify at high rates of shear.
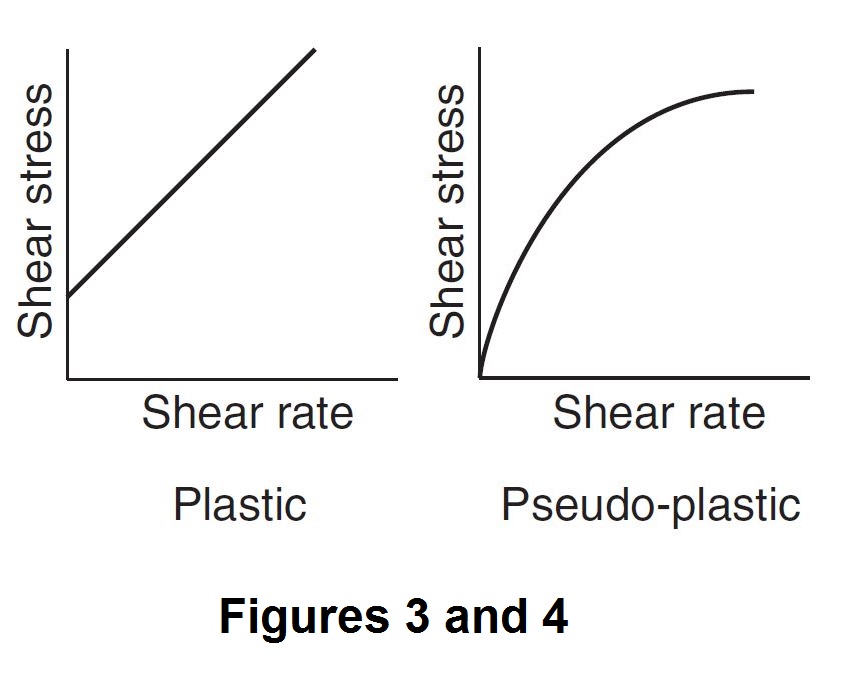
When the ratio of shear stress to shear rate is constant for shear rates above zero, it is independent of time, but when shear occurs only for shear stress above a fixed minimum greater than zero, a fluid is termed plastic. A plastic fluid, such as putty or molding clay, is characterized by a yield point. This means that a definite minimum stress or force must be applied to the fluid before any flow takes place.
When the ratio of shear stress to shear rate decreases as shear rate increases, reversibly and independent of time, and zero shear rate occurs only at zero shear stress, a fluid is pseudo-plastic. Many emulsions, such as water-base fluids and resinous materials, are pseudo-plastic fluids. Their apparent viscosity decreases with increasing shear rates but tends to stabilize at high rates of shear.
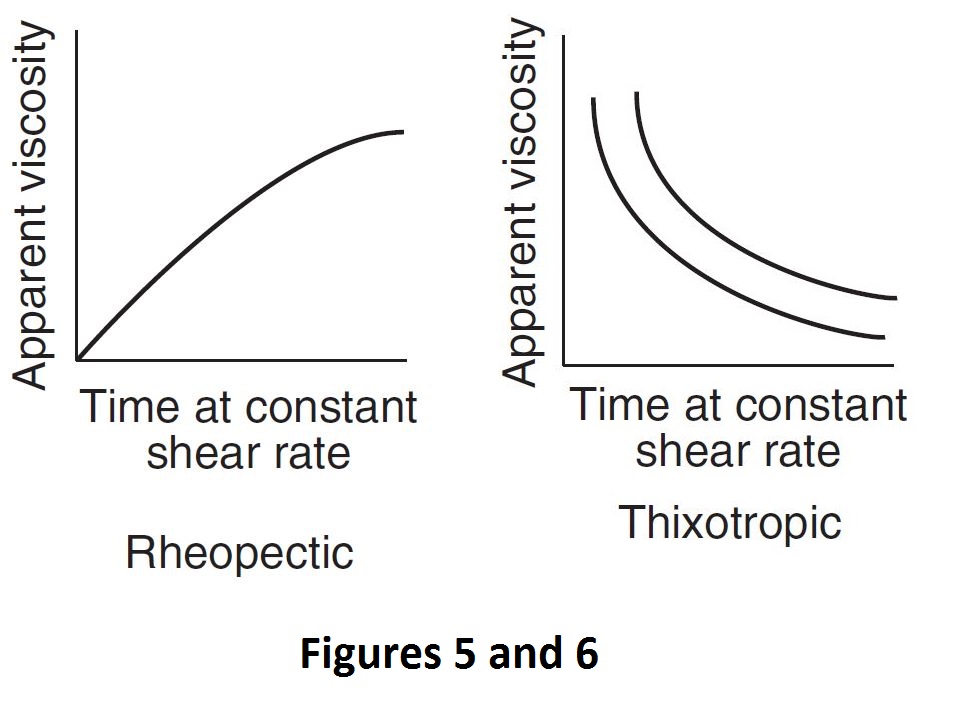
A fluid is thixotropic when the ratio of shear stress to shear rate decreases and is time-dependent in that this ratio increases back to its “rest” value gradually with lapse of time at zero shear rate and stress, and decreases to a limit value gradually with lapse of time at constant shear rate. Most greases, drilling mud, gels and quicksand are thixotropic fluids when the apparent viscosity of these materials decreases for an increasing rate of shear and for an increasing length of time at shear.
When the ratio of shear stress to shear rate is constant for all shear rates at any given instant of time, but increases with time, a fluid is rheopectic. Some greases are intentionally manufactured to have partial rheopectic properties that facilitate pumping in a stable condition; however, upon shearing in a bearing, the grease builds up to a higher apparent viscosity.
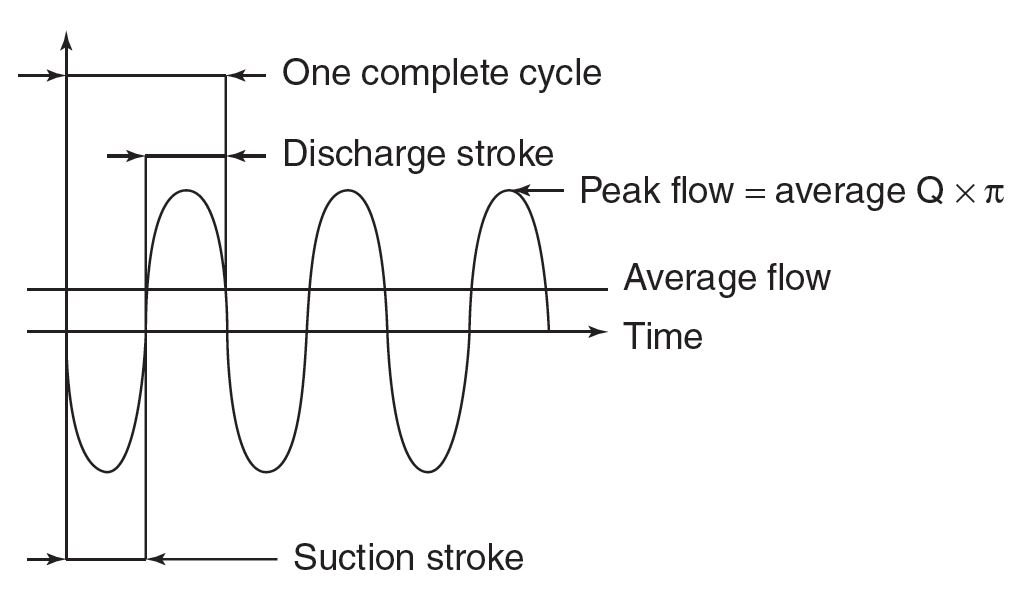
Because of the characteristic pulsating flow of metering pumps (see Figure 7.8.7.1), where peak flow rates can reach three times the average flow, operators must carefully consider suction piping to ensure that it can deliver adequate fluid to the pump inlet.
- The piping must accommodate the peak demands of the pump throughout its full range of operation, as well as prevent off gassing of liquids with high vapor pressure or dissolved gases. This can be accomplished by appropriately increasing the diameter of the suction piping and connections or by adding additional accessories to increase the flow of liquid to the inlet of the pump.
- Long lengths of pipe, elbows, tees, strainers, valves and other accessories installed in the suction piping can decrease the net positive inlet pressure available (NPIPA) to an unacceptable level.
- The pulsating flow in the system suction piping creates a pulse pressure that typically subtracts from system suction pressure. For example, a pump operating at 150 strokes per minute and 71 gallons per hour drawing water from 10 feet of half-inch schedule 40 pipe could subtract 10 pounds per square inch from the pump’s supply pressure. For shorter runs of pipe with minimum restrictions, a general rule of thumb is to increase one pipe size above the discharge piping, or two pipe sizes above the pump’s suction connection. Long piping runs with multiple bends, elbows, restrictions and/or higher-viscosity liquids require larger size piping.
- The most frequent reason for technical support calls to pump manufacturers regarding problems with pump performance is suction piping that cannot supply the demands of the pump. To ensure adequate flow to the inlet of the pump, refer to NPIPA calculations outlined in ANSI/HI 7.8-2016.
When connecting more than one pump head to a single suction manifold, operators must consider a number of issues. Suction manifold piping must accommodate peak demand of the pumps throughout its full range of operation, as well as prevent off gassing of liquids with high vapor pressure or dissolved gases. This is accomplished by appropriately increasing the diameter of the suction manifold and pump head connections or by adding accessories to increase flow of fluid to the pump inlet. The most important consideration is whether the multiple heads are part of a multiplex pump (multiple heads connected to a single motor or driver) or if the heads all have independent motors or drivers. In most cases, multiplex pumps are connected to a common manifold piping arrangement, driving these recommendations. The other option is to connect each pump head to its own suction line connected to the supply source.
In a multiplex where a single driver is used, if the pumps all operate from the same gear set or with multiple gear sets operating at the same stroking speed, industry best practices suggest that the drive mechanism for each individual pump head should be run out of phase (i.e. duplex pumps, 180 degrees; triplex pumps, 120 degrees; and so on). This staggers the peak suction requirements of the individual pumps. Running several pumps from the same driver (motor) with proper phasing of the drive elements to ensure this timing during all running conditions and the best suction flow characteristics as they relate to piping design.
When independent pumps, each with its own driver, are connected to a common suction line, or if the application requires multiplex pump heads operating in phase, operators must make allowance in the piping design in case all pumps simultaneously demand peak suction flow.

